
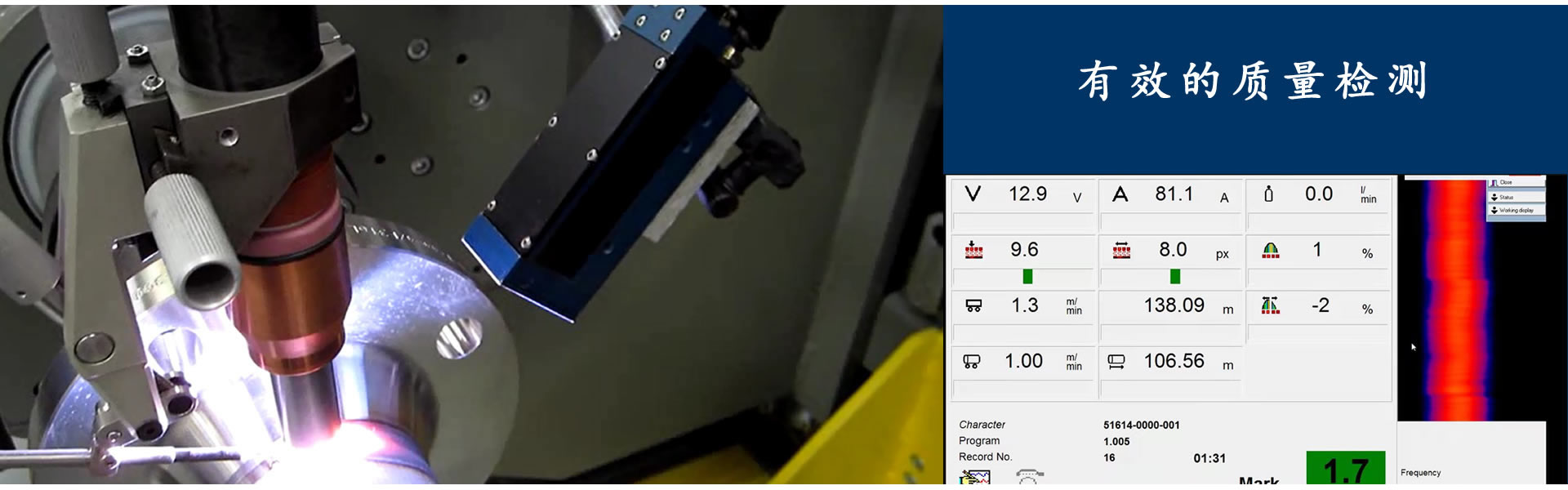
焊接過程質量監測及分析 Quality monitor and analysis of weld process |
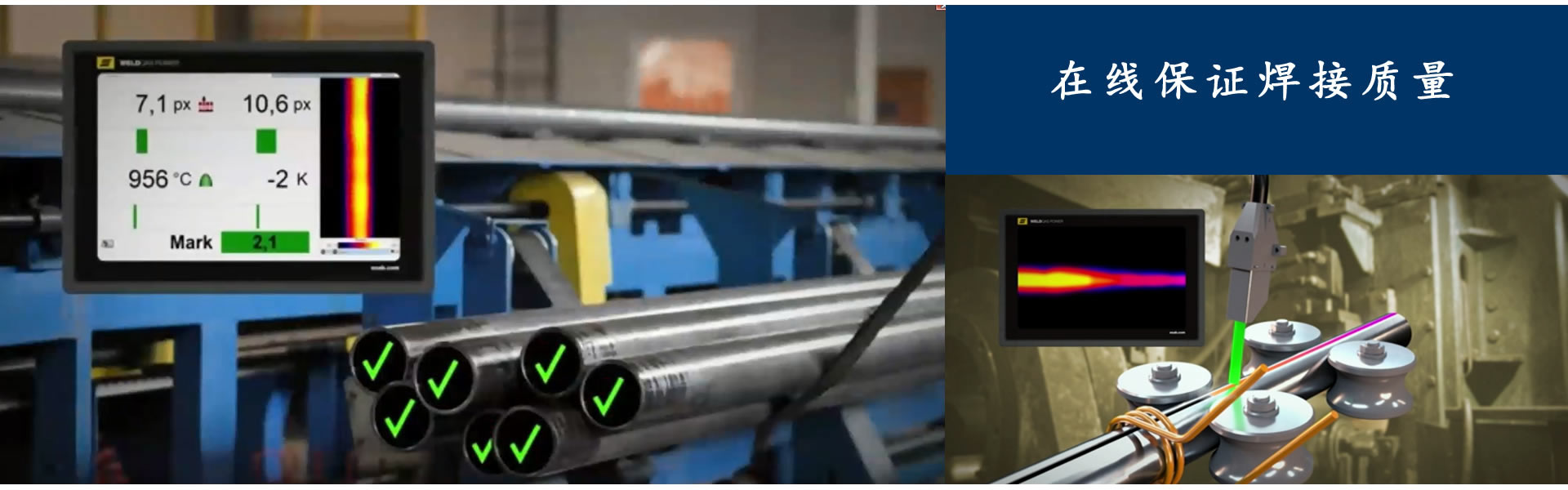
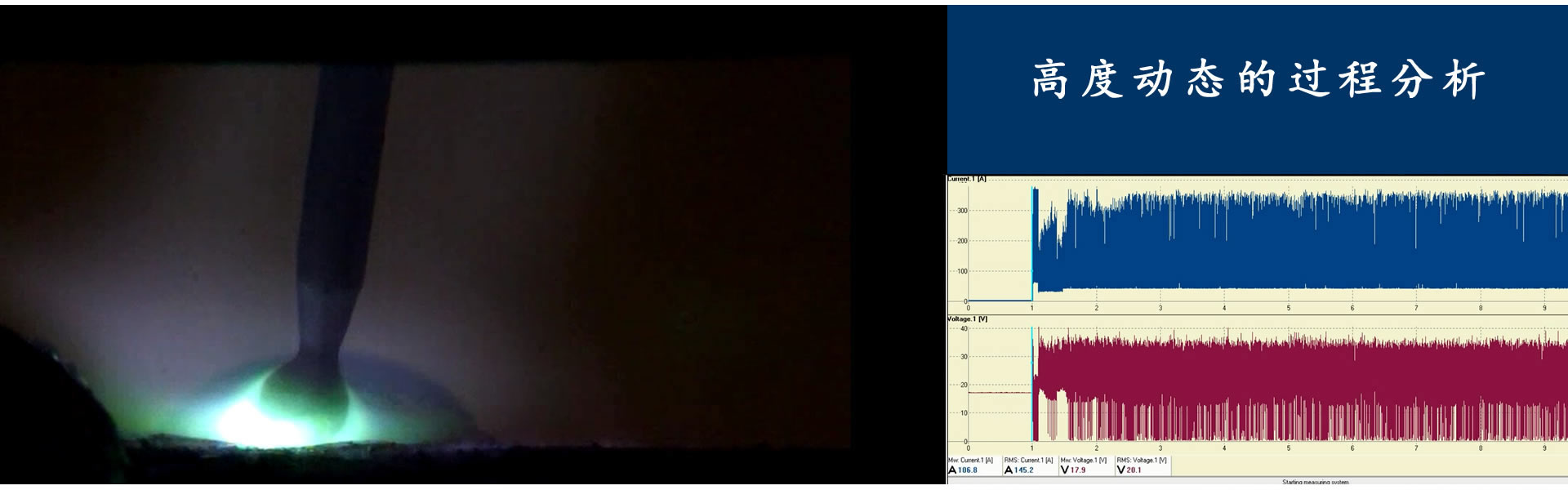
如何做好熱力管管道焊接的質量檢驗
鋼筋表面的油漬、漆污和錘擊能剝落的浮皮,鐵銹應清除干凈。帶有顆粒狀的老繡皮的鋼筋禁止使用。鋼筋在除銹時通常可用在冷拉或者調直的過程中除銹,少量的除銹可以采用電動除銹機或者噴砂,局部除銹可采用人工用鋼絲刷或者砂輪等方法進行,亦可將鋼筋通過沙箱在王府搓動除銹。如果除銹后鋼筋表面有嚴重麻坑、斑點或者已經傷蝕截面時,應該降低等級使用或者剔除不用。
一、需要進行無損探傷檢測的情形包括:線管道與設備、管件連接處和折點處的焊縫應進行無損探傷檢測;不具備強度試驗條件的管道焊縫,應進行無損探傷檢測;現場制作的各種承壓設備和管件,應進行無損探傷檢測。
二、在施工過程中,焊接質量檢驗依次為:對口、外觀、無損探傷、強度和嚴密性試驗。焊縫應進行外觀質量檢驗。無損檢測的標準和頻率應符合設計要求和規范規定。無損探傷檢測出現不合格,應及時進行返修,同一焊縫的返修次數不應大于兩次。
三、穿越鐵路、高速公路的管道在鐵路路基兩側各10m范圍內、穿越城市主要道路的不通行管溝在道路兩側各5m范圍內,穿越江、河、湖等的管道在岸邊各10m的范圍內的焊縫,應進行無損探傷檢測。
四、管道焊縫無損探傷檢驗應由具備資質的檢測單位實施。焊縫無損檢測方法有射線探傷、超聲波探傷、磁粉或滲透探傷等。熱力管道焊縫無損檢測宜采用射線探傷;當采用超聲波探傷時,應采用射線探傷復檢,復檢數量為超聲波探傷數量的20%;角焊縫處的無損檢測可采用磁粉或滲透探傷。
五、管道焊接質量檢驗 在施工過程中,焊接質量檢驗依次為:對口、外觀、無損探傷、強度和嚴密性試驗。 2.焊縫應進行外觀質量檢驗。 3.管道焊縫無損探傷檢驗應由具備資質的檢測單位實施。焊縫無損檢測方法有射線探傷、超聲波探傷、磁粉或滲透探傷等。
用機械設備代替了人工作業,這樣做降低成本,提高了效率。但是在怎么樣,機器的很多問題也都是需要人來操作和處理的,企業的成本效率也是要依靠人機合作好才能更快的達到更好的效果。 對于電子行業SMT機械設備中,機器的異常問題就有很多,所以對焊接質量的檢查是十分重要的,
長春威克機電設備有限公司 地 址:吉林省長春市 南關區盛宇路 新星宇?和潤上鄰 電 話:0431-88602658 手 機:13943091878 電 郵:info@veagle-hks.com | 北京江杰威克科技有限公司 地址:北京經濟技術開發區同濟中路7號 興盛國際大廈 電 話:010-67832057 手 機:18600179487 電 郵:info@veagle-hks.com |
|


吉公網安備22010202000384號